
Не секрет, что качественный дом может быть построен только из качественного бревна!
Оцилиндрованное бревно

В первую очередь на качество оцилиндрованного бревна влияет оборудование, на котором это бревно производилось. Предприятие «Деревострой» подходит к вопросу выбора оборудования осознано, имея опыт эксплуатации разных станков. И очевидно, что крайне отрицательно на качество бревна влияет «универсальное» оборудование, то есть станки, которые цилиндруют бревно, затем нарезают на нем паз и, не дай бог, если они еще и чашки вырезают. Эксплуатация такого оборудования однозначно отрицательно влияет на качество производимой продукции. Для получения стабильного качества бревна, на нашем предприятии каждая операция выполняется на отдельном станке.
Цилиндровка
 Задача этого станка и оператора, который на нем работает – оцилиндровать бревно, сняв при этом древесины равно столько, сколько необходимо для получения идеального цилиндра любого четного диаметра от 16 до 26 см. Для обработки бревна оператор использует две фрезы. Черновая фреза принимает на себя основные нагрузки: кора, земля и.т.д. Чистовая заглубляется не более чем на 5 мм, её задача – подработать поверхность до абсолютно гладкого состояния. Оператор осуществляет контроль только за качеством обработки и диаметром бревна.
Задача этого станка и оператора, который на нем работает – оцилиндровать бревно, сняв при этом древесины равно столько, сколько необходимо для получения идеального цилиндра любого четного диаметра от 16 до 26 см. Для обработки бревна оператор использует две фрезы. Черновая фреза принимает на себя основные нагрузки: кора, земля и.т.д. Чистовая заглубляется не более чем на 5 мм, её задача – подработать поверхность до абсолютно гладкого состояния. Оператор осуществляет контроль только за качеством обработки и диаметром бревна.
Пазовальня
Задача второго станка – нарезать паз на цилиндрах, полученных после «оцилиндровки». Для этого бревна сортируются по диаметрам. Для каждого диаметра используется собственный пазовый нож определенного радиуса, например, для бревна диаметром 22 см используется нож радиусом 100 мм.
 Если радиус паза будет равен радиусу бревна, то возможно при строительстве паз будет выглядеть красиво, но через полгода, когда бревна усохнут и их диаметр будет уже 210 мм. Радиус паза окажется большим для этого диаметра, и неминуемо появятся щели, что в свою очередь приведет к уменьшению площади прилегания бревен друг к другу и отрицательно скажется на теплосбережении.
Если радиус паза будет равен радиусу бревна, то возможно при строительстве паз будет выглядеть красиво, но через полгода, когда бревна усохнут и их диаметр будет уже 210 мм. Радиус паза окажется большим для этого диаметра, и неминуемо появятся щели, что в свою очередь приведет к уменьшению площади прилегания бревен друг к другу и отрицательно скажется на теплосбережении.
Сортировать после цилиндровки бревна по диаметрам, а затем пазовать ножами определенного радиуса не сложно в отличие от станков, где эти операции объединены, т.к. оператор не может предвидеть какой получит диаметр после оцилиндровки пиловочника, он вынужден почти ко всем диаметрам применять нож одного радиуса.
Раскрой
Это станок, состоящий из раскроечного стола, по которому перемещается бревно, торцовочной пилы диаметром 900 мм и фрезы, которая выбирает чаши и получаши. Торцовочная пила и чашечная фреза могут работать практически под любыми углами, что значительно расширяет дизайнерские возможности при проектировании вашего дома.
Профилированный брус
 Брус профилированный – это очень высокотехнологичный строительный материал, который являет собой достойную альтернативу оцилиндрованному бревну. Этот стройматериал представляет собой квадратный или прямоугольный брус (зависит от сечения). На выходе две стороны бруса идеально ровные, в то время как две другие (верх, низ) имеют специальные высечки – шип и паз, при помощи которых появилась возможность построить дом с максимальной плотностью прилегания материала.
Брус профилированный – это очень высокотехнологичный строительный материал, который являет собой достойную альтернативу оцилиндрованному бревну. Этот стройматериал представляет собой квадратный или прямоугольный брус (зависит от сечения). На выходе две стороны бруса идеально ровные, в то время как две другие (верх, низ) имеют специальные высечки – шип и паз, при помощи которых появилась возможность построить дом с максимальной плотностью прилегания материала.
Производство профилированного бруса осуществляется по классической технологии, то есть из цельного ствола дерева, а не из клееных ламелей, при изготовлении не используются никакие другие вещества (к примеру, клей).
За счет этого данный строительный материал по праву считается наиболее «дышащим» и экологическим. Позволяет не использовать при строительстве прочих отделочных материалов, ведь деревянная поверхность сама по себе выглядит стильно и подходит к разным вариантам интерьера.
Производство состоит из нескольких технологических этапов, соблюдать которые важно для получения качественной продукции:
Первый этап - подготовка сырья
 Наше предприятие закупает в качестве сырья пиловочник сосны (бревна, пригодные для последующего распила). Для распиловки бруса необходимого сечения
Наше предприятие закупает в качестве сырья пиловочник сосны (бревна, пригодные для последующего распила). Для распиловки бруса необходимого сечения
Второй этап – заготовка
 Цельные стволы, привезенные на производство, начинают свой путь с распиловки. Это необходимо для того, чтобы сделать заготовку. В данном процессе нет ничего сложного – наши мастера занимаются такой работой быстро, но ответственно.
Цельные стволы, привезенные на производство, начинают свой путь с распиловки. Это необходимо для того, чтобы сделать заготовку. В данном процессе нет ничего сложного – наши мастера занимаются такой работой быстро, но ответственно.
Третий этап – профилирование
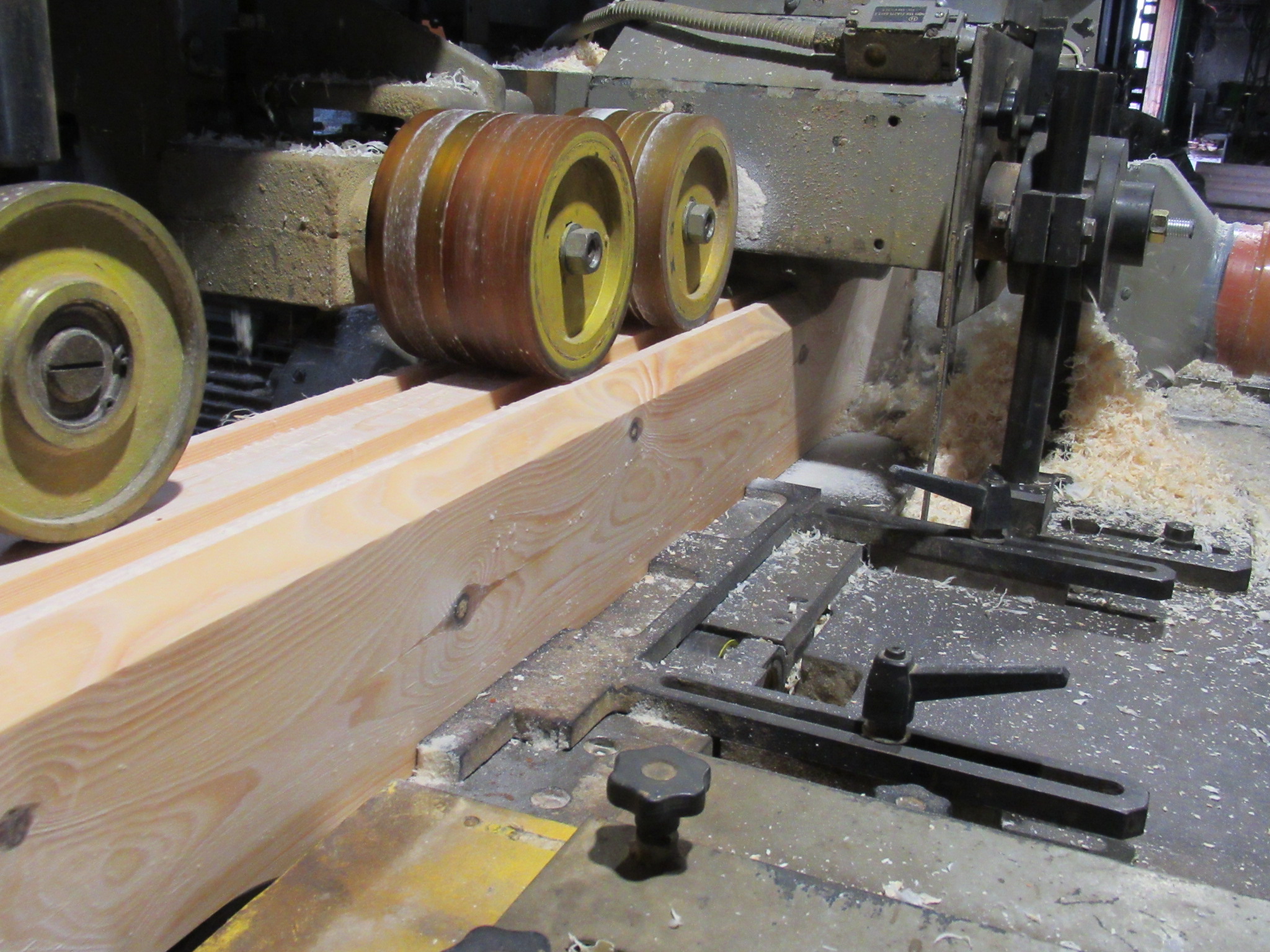 Теперь заготовка полностью готова к профилированию. Это наиболее важный этап, на котором и производится вся необходимая работа. На нашем предприятии имеются специальные профессиональные четырехсторонние станки. Именно на таком оборудовании брус может проходить обработку сразу со всех четырех сторон, благодаря чему существенно экономится время и затраты на производство, а значит, и конечная стоимость для покупателя.
Теперь заготовка полностью готова к профилированию. Это наиболее важный этап, на котором и производится вся необходимая работа. На нашем предприятии имеются специальные профессиональные четырехсторонние станки. Именно на таком оборудовании брус может проходить обработку сразу со всех четырех сторон, благодаря чему существенно экономится время и затраты на производство, а значит, и конечная стоимость для покупателя.
Четвертый этап – Раскрой
 Наконец, пришло время нарезки чашек – замковых соединений.
Наконец, пришло время нарезки чашек – замковых соединений.
Они нарезаются строго в соответствии с проектом строительства и могут быть различными. Каждая заготовка получает при этом индивидуальный номер – это необходимо для того, чтобы быстро и беспрепятственно собрать дом на строительном участке.





